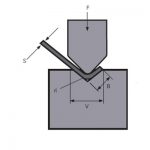
Пресе кочница/матрица је подељена на горње и доње калупе, који се користе за штанцање лима, формирање и одвајање калупа. Калуп за формирање има шупљину, а калуп за одвајање има резну ивицу. Пробијање/матрица машине за пресовање има велики утицај на тачност радног предмета. У процесу савијања, калуп је све што додирује радни предмет.
Машине за пресовање машине за савијање / кочнице за пресовање су у облику слова Л, у облику слова Р, у облику слова У, у облику слова З, итд. Горња матрица је углавном 90 степени, 88 степени, 45 степени, 30 степени, 20 степени, угао од 15 степени итд. Доњи калуп има 4~18В двоструки жлеб и један жлеб са различитим ширинама жлебова, као и Р доњи калуп, доњи калуп са оштрим углом, калуп за изравнавање итд.

Ултра-висока прецизност
Веома је важно да прецизност калупа у великој мери утиче на прецизност радног предмета током процеса савијања. Пре употребе мора се проверити хабање калупа. Метода инспекције је мерење дужине од предњег краја горњег калупа до рамена и дужине између рамена доњег калупа. За конвенционалне калупе, одступање по метру треба да буде око ±0,0083 мм, а укупно одступање дужине не би требало да буде веће од ±0,127 мм. Што се тиче калупа за прецизно млевење, прецизност по метру треба да буде ±0,0033 мм, а укупна прецизност не би требало да буде већа од ±0,0508 мм. Генерално се препоручује употреба калупа за фино млевење за електро-хидрауличне машине за савијање или машине за савијање торзионог вратила, као и конвенционалне калупе за ручне машине за савијање.
Одељак алата ЦНЦ машине за пресовање кочнице као што је доле:

Аутоматска фиксна инсталација
Горња матрица се поставља када се клизач подигне до горње мртве тачке, а систем стезања калупа може задржати више калупа на месту док се не примени притисак стезања.
Хидраулични систем стезања
Хидраулички систем стезања је најефикаснији метод стезања. И нове и старе машине могу да користе овај систем стезања, штедећи време и трошкове. Ако је носива површина старе машине за савијање оштећена, хидраулични систем стезања ће бити најбољи избор за отклањање оштећења, а истовремено ће побољшати ефикасност стезања и уградње.

Аутоматски стисните на место
Када се примени притисак стезања, горња матрица се повлачи нагоре и аутоматски се стисне на место. Ово елиминише потребу да се горњи калуп притисне у дно калупа током процеса савијања.
Избор ударца/матрице
Прво одредите дебљину лима који треба савијати. На пример, желите да савијете плоче дебљине од 0,75 мм до 6,30 мм. Затим помножите дебљину најтањег лима са 8 да бисте проценили минималну потребну величину В-матрице. У овом примеру, плоча од 0,75 мм је минимални потребан калуп, тако да је 0,75×8=6. Треће, помножите дебљину најдебљег лима са 8 да бисте проценили потребну максималну величину калупа у облику слова В.
принцип 8 пута
Односно, отвор калупа у облику слова В треба да буде 8 пута већи од дебљине лима. Помножите дебљину лима са 8 да бисте изабрали најближи калуп. На пример, плоча дебљине 1,5 мм захтева калуп од 12 мм (1,5 × 8 = 12 мм). Ако је плоча од 3,0 мм, потребан је калуп од 24,0 мм. (3,0×8=24,0). Овај однос може пружити најбољи избор угла, због чега га многи људи називају „најбољим избором“. Већина објављених графикона савијања такође је усредсређена на ову формулу.
Правила избора модела
Правило избора за савијање радних комада у облику слова Л је да нема правила, може се користити скоро свака горња матрица. Дакле, при избору горњих калупа за групу радних комада, радни предмети у облику слова Л могу се сматрати последњим, јер их скоро сваки горњи калуп може савити. Приликом савијања ових радних комада у облику слова Л, препоручује се употреба горњих калупа који могу савијати и друге радне предмете. Када купујете калупе, што мање то боље. Ово не само да се минимизирају трошкови калупа, већ и да се смањи број потребних облика калупа и да се смањи време уградње.


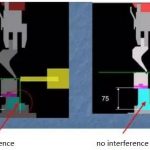
Када је горњи део радног комада дужи од доњег дела, потребна је матрица са гушчјим вратом. Када је горњи део радног комада краћи од доњег дела, свака горња матрица је у реду. Када су горњи и доњи део радног предмета исте дужине, потребна је горња матрица под оштрим углом. Укратко, правило за избор горње матрице углавном зависи од интерференције радног комада, где софтвер за симулацију савијања може играти важну улогу. Ако коришћени систем не може да симулира ситуацију савијања, можете користити цртеж са позадином мреже да ручно проверите сметње горњег радног комада калупа, као што је приказано на слици испод.


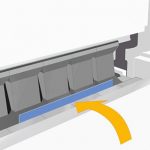
Нема калупа за удубљење
Скоро сви типични калупи за машине за савијање у облику слова В остављају неке трагове на радном предмету, јер се метал утискује у калуп током савијања. У већини случајева, оцене су мале или прихватљиве. Повећање радијуса може смањити ознаке. Али понекад су чак и најмањи трагови неприхватљиви, као што су обојене или полиране плоче пре савијања. Најлонски уметци се могу користити за уклањање удубљења, као што је приказано на слици испод. Савијање без удубљења је посебно важно за произведене делове авиона или ваздухопловства јер је инспекторима тешко да прегледају део голим оком и разликују огреботине и напрслине.

Повезани производи
 Како одабрати тонажу хидрауличне машине за кочнице
Како одабрати тонажу хидрауличне машине за кочнице- ВИЛА ефикасно решење за савијање средњих и дебелих плоча
- Користите вештине ЦНЦ машине за савијање
- Конвенционални редослед савијања и спецификација за свакодневну употребу калупа за савијање
- Прорачун силе савијања при слободном савијању машине за савијање лима
- Од чега се праве кочнице за пресовање? Шта је алат за пресовање?
- Колико врста хидрауличких преса кочница
- Зашто додати систем компензације у машину за савијање кочница за пресовање
- Шта је крунисање кочнице
- Како израчунати дозвољено савијање за вашу пресу кочницу