Хидрауличне машине за савијање/хидраулична кочница за пресовање могу се поделити према методи синхронизације: хидраулична синхрона машина за савијање обртног момента, ЦНЦ прес кочница и електро-хидраулична цнц кочница за пресовање И могу се поделити на следеће типове кретања: нагоре, наниже .
Савијање кочнице за пресовање захтева различите методе приступа да би се постигли жељени потребни резултати. Од формирања стубова торња за ветар до сложених компоненти електричних ормара, кочнице за пресовање су витални алат за произвођача и сазнање да нису сва савијања иста је кључ за њихов успешан рад. Разумевање процеса, алата и материјала (пошто ће сви метали који се савијају различито реаговати на сваки процес савијања) је од виталног значаја за брзо и узастопно добијање тачних делова.
хидраулична Синхрона машина за савијање обртног момента/ хидраулична Синхрона кочница за пресовање обртног момента

Двоструки цилиндри контролишу кретање клизача горе и доле
Механичка синхронизација обртног момента
ЦНЦ прес кочница и електро-хидраулична преса кочница


ЦНЦ прес кочнице: ове врсте кочница имају највећу прецизност и могућности прилагођавања, користећи компјутерску технологију за контролу тачности и повећање ефикасности. Када користите ЦНЦ кочионе пресе, податке као што су угао савијања, дебљина плоче, ширина и нагиб уноси обучени оператер у контролер, а кочница лако управља осталим.
Како израчунати тонажу преса кочнице

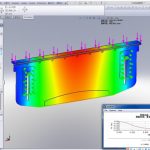
Током процеса савијања, сила између горње и доње матрице се примењује на материјал, што доводи до пластичне деформације материјала. Радна тонажа се односи на притисак претеривања када се звук преклопи. Фактори утицаја за одређивање радне тонаже су: радијус савијања, начин савијања, однос матрице, дужина колена, дебљина и чврстоћа материјала за савијање итд.
Прорачун тонаже формирања кочнице за пресовање је релативно лак. Трик је знати где, када и како их применити. Почнимо са прорачуном тонаже, који се заснива на тачки где је принос прекинут у материјалу и почиње стварно савијање. Формула је заснована на хладно ваљаном челику АИСИ 1035 са затезном чврстоћом од 60.000 ПСИ. То је наш основни материјал. Основна формула је следећа:

П: сила савијања (кн)
С: дебљина плоче (мм)
Л: ширина плоче (м)
В: ширина доњег прореза (мм)

Пример 1:
С=4мм Л=1000мм В=32мм, потражите табелу и добијете П=330кН
2. Ова табела је израчуната на основу материјала чврстоће Об=450Н/мм2. Приликом савијања других различитих материјала, притисак савијања је производ података у табели и следећих коефицијената;
Бронза (мека): 0,5; нерђајући челик: 1,5; алуминијум (меки): 0,5; хром-молибден челик: 2.0.
Приближна формула за прорачун за притисак савијања: П=650с2Л/1000в
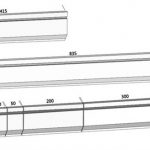
Величина најмањег савијања:
А. Једноструко савијање/савијање:


Б. Савијање / превијање З


Пример 2:
Дебљина плоче С=4мм, ширина Л=3м, об=450Н/мм2
Генерално, ширина слота В=С*8 Стога П=650423/4*8=975(КН)= 99,5 (тона)
Резултат је веома близак подацима у графикону силе савијања.
Као што видите, метод #1 за израчунавање тонаже преса је заснован на материјалу од меког челика.
Шта ако је материјал нерђајући челик, алуминијум или месинг?
Једноставно је, помножите резултате израчунате по горњој формули са коефицијентима у следећој табели:
| Материјал | Коефицијенти |
| Меки челик | 1 |
| Нерђајући челик | 1.6 |
| Алуминијум | 0.65 |
| Месинг | 0.5 |
Повезани производи
 Кина калуп за машину за савијање кочница
Кина калуп за машину за савијање кочница- Зашто додати систем компензације у машину за савијање кочница за пресовање
- Уобичајени механички кварови и одржавање машина за савијање прес кочница
- Како одабрати одговарајућу матрицу машине за савијање кочница
- Принцип рада и састав ЦНЦ машине за савијање кочнице
- 2021 Ултимате Гуиде оф Метал Браке Мацхине
- 4 корака за упознавање Е21 систем ЦНЦ савијача лима
- Кина 40 тона прес кочница
- Од чега се праве кочнице за пресовање? Шта је алат за пресовање?
- Уобичајени кварови и методе за решавање проблема хидрауличне пресе од 100т са четири колоне