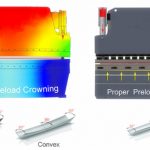
ЦНЦ машина за савијање је важна опрема у обради лима, а њена тачност рада директно утиче на тачност савијања радног комада. У процесу савијања радног предмета, машина за пресовање је подвргнута највећој сили на оба краја клизача, а сила реакције при савијању плоче изазива конкавну деформацију на доњој површини клизача. Деформација средњег дела клизача је највећа, а коначни угао савијања радног комада Величина варира по целој дужини.
Радни сто-пуна оптерећења-деформација


Да би се елиминисали штетни ефекти изазвани деформацијом клизача, потребно је надокнадити деформацију угиба клизача. Уобичајене методе компензације укључују хидрауличку компензацију и механичку компензацију, од којих обе чине да средина радног стола производи еластичну деформацију према горе ради померања. Деформација клизања машине алатке обезбеђује тачност површине споја за обраду и побољшава тачност радног комада.


Табела анализе фактора сигурности калупа

Два метода компензације
1. Хидраулична компензација
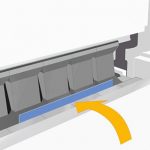
Хидраулички механизам за аутоматску компензацију прогиба радног стола се састоји од групе уљних цилиндара инсталираних у доњем радном столу. Положај и величина сваког компензационог цилиндра су пројектовани у складу са кривом компензације угиба клизача и анализом коначних елемената радног стола. Хидраулична компензација је компензација избочења неутралне верзије која се остварује кроз релативни помак између предње, средње и задње три вертикалне плоче. Принцип је да се избочење оствари кроз еластичну деформацију саме челичне плоче, тако да се износ компензације може подесити унутар еластичног опсега радног стола.

2. Механичка компензација
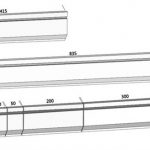
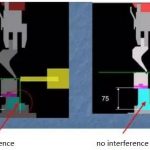
Механичка компензација је састављена од скупа истурених косих клинова са косим површинама, а сваки истурени клин је пројектован према кривој угиба клизача и радног стола на основу анализе коначних елемената. Систем нумеричке контроле израчунава потребну количину компензације према сили оптерећења када је радни предмет савијен (ова сила ће изазвати отклон и деформацију клизача и вертикалне плоче радног стола) и аутоматски контролише релативно кретање конвексних клинова да би ефикасно компензује деформацију угиба коју производи клизни блок и вертикална плоча радног стола може да добије идеалан радни комад за савијање. Механичка компензација угиба се остварује контролом положаја за постизање "пре-бумпинг". Скуп клинова формира линију у правцу дужине радног стола. Крива са истим отклоном чини размак између горњег и доњег калупа конзистентним током савијања, обезбеђујући исти угао предмета савијања у правцу дужине.


Повезани производи
 Уобичајени механички кварови и одржавање машина за савијање прес кочница
Уобичајени механички кварови и одржавање машина за савијање прес кочница- Кина калуп за машину за савијање кочница
- 4 корака за упознавање Е21 систем ЦНЦ савијача лима
- Шта је крунисање кочнице
- Како одабрати тонажу хидрауличне машине за кочнице
- Од чега се праве кочнице за пресовање? Шта је алат за пресовање?
- Како направити компензацију угиба за ЦНЦ савијач лима
- Користите вештине ЦНЦ машине за савијање
- Колико врста хидрауличких преса кочница
- Како одабрати одговарајућу ЦНЦ хидрауличну машину за кочнице