Машина за савијање кочнице за пресовање углавном врши праволинијско савијање плоче. Коришћењем једноставних калупа и процесне опреме, метални лим се може пресовати у одређени геометријски облик, а може се обрадити и истезањем, штанцањем, штанцањем и пресовањем валовитости. У стварној производњи, ЦНЦ машина за пресовање се углавном користи за реализацију савијања различитих геометријских облика металних кутија, шкољки кутија, греда у облику слова У и правоугаоника. Његова обрада има предности високе равности савијања, без трагова зуба, без љуштења, без бора итд.
Уз континуирани развој технологије производње ЦНЦ машина за савијање, њене предности као што су висока тачност позиционирања, практичност, компензација сметњи нулте активности и добра конзистентност обрађених производа постају све више фаворизоване од стране већине компанија за производњу лимова. Међутим, са ограниченим жељама, како боље искористити машину за савијање и дати пуну игру њеним функцијама и предностима постао је проблем на који произвођачи који користе ЦНЦ прес кочнице обраћају пажњу и хитно га морају решити. У дугорочном процесу производње и употребе, Зхонгруи је ефикасно проширио функције машине за савијање и акумулирао искуство кроз додавање помоћних алата, трансформацију постојећих калупа и флексибилно коришћење локације. Овај чланак узима Зхонгруи-еву ЦНЦ машину за пресовање ДА66Т као пример и уводи у детаље вештине употребе.
Додајте помоћни алат
Ако желите да алатну машину за пресовање учините флексибилном и једноставном за употребу, додавање помоћног алата је неопходно. Повећање помоћног алата не само да може проширити опсег обраде ЦНЦ алатне машине за савијање, већ и побољшати ефикасност обраде.
1) Прелазна плоча (потпомогнута средња плоча за брзи калуп)
Висина отварања машине за савијање се односи на растојање између горњег и доњег радног стола. Пошто ЦНЦ машина за савијање ДА66Т има већу висину отвора, размислите о коришћењу великог отвора да бисте проширили опсег обраде. Као што је приказано на слици 1, додавањем још једне прелазне плоче оригиналној прелазној плочи може се повећати висина бочног савијања дела (до 85 мм), тако да се може извршити дубока обрада са вишим бочним ивицама савијања. Самопроизведена прелазна плоча може прилагодити ширину прелазне плоче према вашим заједничким деловима и најпогоднија је за обраду делова мале ширине са вишим ивицама савијања са обе стране.

2) Угао предњег панела
Као што је приказано на слици 2, предњи део машине је опремљен углом, који може поставити мале делове и смањити време за узимање делова. У исто време, мали радни сто је инсталиран како би се олакшала обрада и сакупљање ситних радних комада.

У потпуности искористите калуп
Употреба ЦНЦ машине за савијање кочница углавном се ослања на горње и доње калупе. Ако је број калупа мали и примена није флексибилна, опсег обраде машине алатке ће бити знатно ограничен. Због тога, под фиксним условима, како максимизирати функцију постојећег калупа кроз оптимизовану комбинацију и делимичну трансформацију је проблем о коме сваки корисник алатних машина мора да размишља. Следи функција проширења коју користимо у употреби променом калупа ЦНЦ машине за савијање Увод.
1) Горњи врх за брушење матрице Р
Када се горња матрица користи дуже време, њен врх ће се неправилно мењати. Висина калупа се мења и тачност савијања се не може гарантовати. Брушењем, исправљањем врха Р и усклађивањем са већим жлебом у облику слова В, дебеле плоче се могу савијати. Ово продужава век трајања калупа.
2) Промените калупе за отпатке да бисте постигли нивелисање
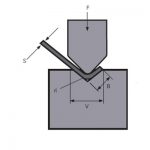
У недостатку композитне матрице за савијање, решење проблема формирања како притиснути мртву ивицу је пример. Мртва ивица је савијен облик у коме се два слоја преклапају и обично се користи за армирање. Генерално, плоча преко 2 мм скоро да нема мртвих ивица. Мртву ивицу притиска треба формирати сложеном матрицом за савијање и мора се поделити на више од два процеса да би се формирала.
Најчешће коришћена метода је употреба сложене матрице за савијање, као што је приказано на слици 3. У првом кораку, материјал се савија на 30°, ау другом кораку, угао савијања од 30° се поставља на предњи крај сложени калуп, а материјал се савија у мртву ивицу. Али ми немамо композитну матрицу за савијање, само матрицу за савијање под оштрим углом од 30°. Завршите први корак композитне матрице за савијање са постојећим калупом, а други корак може само пронаћи другу методу. У другом кораку, горњи и доњи калупи су равни. Након анализе, средњи део постојећег дуплог в-жлеба доњег калупа може се користити као раван део, а горњи калуп тражи раван. Извадите постојећи отпаковани горњи калуп и избрусите ивицу ножа у равну и тако решите проблем формирања мртве ивице преса.

Користећи овај сет модификованих калупа, такође се могу изравнати. У стварној обради, руковаоци машина алатки понекад праве грешке, укључујући ивице савијања или димензије савијања које нису једнаке. У случају када захтеви за површину дела нису високи, штета је да се део раскине, само да би се ивица за савијање срушила. Кноцкоут је веома напоран, али се лако може изравнати употребом горње комбинације калупа. Делови се лако могу притиснути руком на горње и доње калупе, а затим се делови изравнавају помоћу ЦНЦ машине за савијање.
Вештине током рада
1) Постављање калупа за савијање и материјала за обраду
Приликом израде плана треба узети у обзир следеће факторе:
а. Распоредите материјале исте дебљине заједно;
б. Сложите калупе истог модела заједно;
ц. Калупи сличног облика су распоређени заједно.
Ово може смањити време и учесталост замене калупа.
2) Позиционирање уских и малих делова под правим углом
Када је део за савијање узак и дугачак, није га лако лоцирати. Приликом обраде често се дешава да се накнадно позиционирање, а савијени део лако нагиње. Због тога, користећи методу коришћену на слици 4, калуп се залепи за доњи калуп да би се обезбедио прави угао. Када се овако савија, део није лако нагнути.

3) Савијање троугластих делова
Када су делови за савијање савијени, делове под оштрим углом није лако бити близу задњег правила. Генерално, када је најмања димензија Л ≤10 мм одмах позади правило, треба узети у обзир уређај за позиционирање. У стварном раду, дизајн и процес је лако занемарити, а такви проблеми се често јављају. Приликом обраде, према величини дела, утврђује се да се један комад поравна са калупом за савијање, а двоструки према подлози.
4) Додајте танку плочу Р
Због различитих потреба купаца, потребна је вредност Р на ивици савијања такође различита. У процесу обраде, за делове који не захтевају високу димензиону тачност, користите подложну плочу да повећате Р вредност како би се након савијања добила потребна Р вредност. У складу са захтевима дизајна, Р се односи на однос између В и унутрашњег Р да би се изабрала дебљина плоче и савијала у облик приказан на слици 5. Када се користи, користите стезаљку за стезање горњег калупа. Овај метод је једноставан за употребу и може се користити у више слојева.

5) Једноделне и вишеструке поставке калупа
Зхонгруи је користио ДА66Т ЦНЦ машину за савијање са 2 хидраулична цилиндра као демонстрацију. Испробао поставку са више калупа приказану на слици 6, односно горњи и доњи калуп истог модела се постављају у деловима одједном, чиме се може завршити обрада неколико савијања целог дела, смањујући време уградње калупа. и поновљено руковање деловима. Тренутно се на тржишту појавила горња матрица за савијање једнаке висине. Висина горњег калупа је уједначена, а на истом столу се могу користити и калупи различитих облика. На овај начин је могуће извести сегментно савијање различитих калупа.

6) Програмски записи типских делова
Након што се обрађују типични делови, параметри обраде треба да се забележе на време, а програм треба да се складишти у складишту машине за савијање са бројем цртежа дела, тако да се може поново користити у будућности, значајно смањујући серију припрема пре савијања. Такође можете направити табелу која садржи специфична подешавања назива дела, броја цртежа, графике, материјала и параметара савијања. Стол је подељен на челичне плоче, алуминијумске плоче и плоче од нерђајућег челика. Сваки тип се разликује по дебљини материјала. Време потребно за проналажење типичних делова ће се смањити. Ако се комбинује са процесном картицом, ово је веома потпуна инструкција за обраду. Чак и нови запослени са мало искуства могу пратити упутства за обраду делова.
7) Дужина калупа није довољна за савијање у деловима
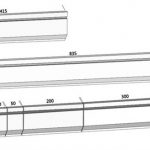
У обради на лицу места често се дешава да је дужина калупа мања од ивице савијања. Пошто се многи специјални калупи одређују према употреби фиксних производа, метода сегментираног савијања се користи када је дужина калупа мања од ивице савијања. Тамо где је дужина калупа близу ивице савијања, поцепајте ивицу окомито на ивицу савијања, а затим савијте ивицу за савијање до потребне величине у деловима. Слика 7а је лева половина савијеног дела, а слика 7б је десна половина савијеног дела.

8) Користећи клин на задњем мерачу у положај
Када је величина савијеног дела велика и користите задњи мерач за постављање, делови често тону због сопствене тежине, ручни део је кратак, а оператеру није лако да држи радни предмет. Да би се обезбедио ниво делова, оператер мора да буде распоређен на задњем правилу да држи делове у равном стању руком. Због тога, приликом обраде таквих делова, морају бити распоређена 2 оператера. У раду је утврђено да се задњи мерач може спустити на одређену величину, а за позиционирање служе завојнице на задњем мерачу, а делови се постављају хоризонтално на задњи мерач. Ово не само да смањује број оператера, већ и ефикасно гарантује тачност обраде.
9) Дубоко савијање затвореног облика
У стварној обради, обрада савијања дубоког затвореног облика може се користити флексибилно. У недостатку матрице за дубоко савијање затвореног типа, при савијању делова као што је приказано на слици 7, усваја се стање стезања приказано на слици 8. Одвојите прелазну плочу, растојање је нешто веће од ширине дела, а величина је разумно додељена, а два дела се могу савијати истовремено.

Горе уведене методе и технике обраде могу да реше проблеме обраде великог броја сличних делова у производима и веома су погодне за развој производа са више варијанти, малим серијама и кратким производним циклусима. Овим методама не само да се могу уштедети трошкови алата, већ се може скратити циклус производње и обраде, смањити трошкови производње и побољшати квалитет производа. Ове методе обраде и вештине коришћења се такође могу применити и промовисати на ЦНЦ машинама за савијање кочница са сличним структурама.
Повезани производи
 Како одабрати тонажу хидрауличне машине за кочнице
Како одабрати тонажу хидрауличне машине за кочнице- ВИЛА ефикасно решење за савијање средњих и дебелих плоча
- Како одабрати одговарајућу матрицу машине за савијање кочница
- Конвенционални редослед савијања и спецификација за свакодневну употребу калупа за савијање
- Зашто додати систем компензације у машину за савијање кочница за пресовање
- Принцип рада и састав ЦНЦ машине за савијање кочнице
- Кина калуп за машину за савијање кочница
- Како израчунати дозвољено савијање за вашу пресу кочницу
- Шта је крунисање кочнице
- 2021 Ултимате Гуиде оф Метал Браке Мацхине