Тонажа се односи на притисак савијања током савијања.
Савијање се врши на машини која се зове машина за пресовање, која има ручни и аутоматски режим. За различите материјале плоча и дебљине плоча, доступан је низ модела од 30Т до 2200Т. Угао савијања је одређен дубином на којој се лим утискује у доњу матрицу. Ова дубина се прецизно контролише како би се постигло жељено савијање. Хидраулична машина за кочнице је обично опремљена сетом стандардних калупа. Посебни радни предмети морају бити прилагођени посебним калупима. Избор материјала за калупе зависи од количине производње, материјала лима и степена савијања.
Први проблем при избору машине за пресовање са којим се сусрећете јесте како израчунати притисак савијања, који одређује колику тонажу требате да купите кочницу за пресовање од лима. Обично, када људи израчунавају тонажу хидрауличне машине за савијање лимова, могу пратити следећу табелу тонаже машине за савијање.
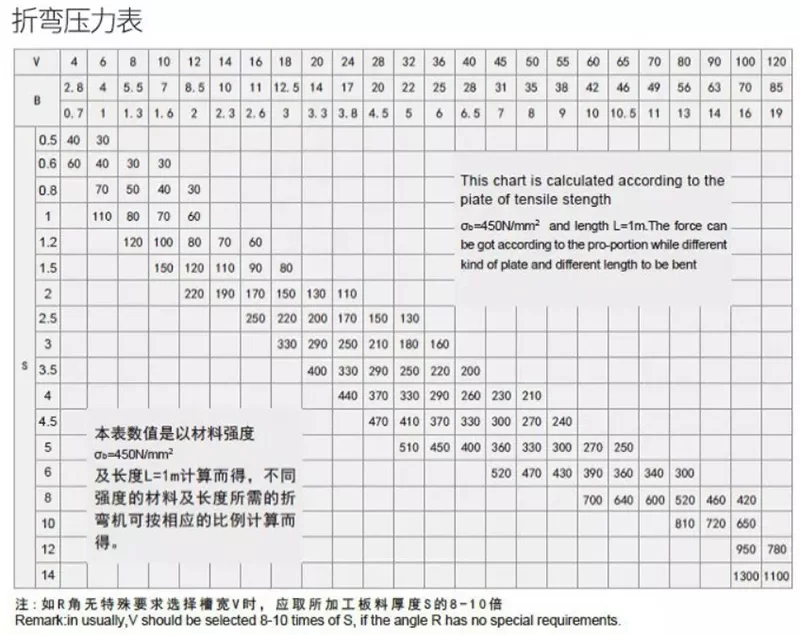
Вредност у графикону је притисак савијања када је дужина листа један метар:
За пример С=4мм Л=1000мм В=32мм, проверите табелу П=330КН. Овај графикон је израчунат према плочи затезне чврстоће и дужине Л=1м. Сила се може добити према пропорцији док се различите врсте плоча и дужине савијају. Приликом савијања других материјала, притисак савијања је производ података у табели и следећег коефицијента.
Бронза (мека): 0,5; Нерђајући челик: 1,5; алуминијум (меки): 0,5; хром-молибден челик: 2.
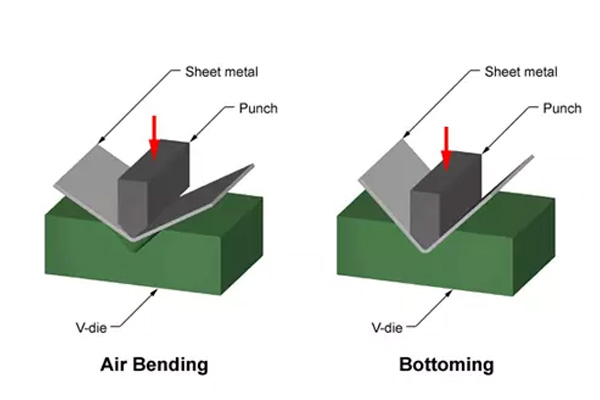
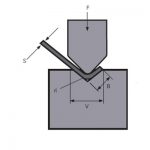
Сила потребна за савијање танке металне плоче израчунава се методом В-савијања, односно танка плоча се утискује у калуп у облику слова В помоћу пробијача у облику слова В. Сила савијања се може израчунати на основу дебљине лима, отвора матрице, дужине савијања и крајње затезне чврстоће материјала. Однос матрице се може унети за израчунавање отвора матрице, обично 6 до 12 пута дебљине лима. Генерално, када је дебљина 0-3 мм, користимо 6 пута дебљину лима. Када је дебљина 3-10 мм, користимо 8 пута дебљину лима. Када је дебљина већа од 10 мм, користимо 12 пута дебљине лима. Затим можете користити израчунату тонажу да изаберете одговарајућу машину за савијање лимова.
Приближна формула за израчунавање притиска савијања:
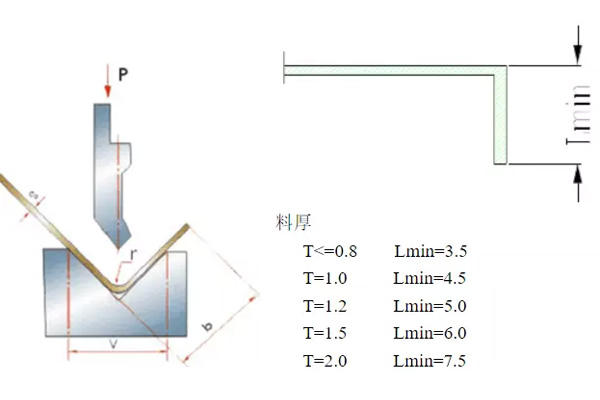
П: сила савијања (КН)
С: Дебљина плоче (мм)
Л: ширина плоче (м)
В: В-ширина доње матрице (мм) В је 6-10 пута дебљине плоче.
Изнад свега, када израчунате тонажу кочнице за пресовање, имаћете два начина: један је да проверите графикон тонаже кочнице за пресовање, а други је да користите формулу.
На пример, ваша плоча је С=3мм Л=3м, па колико тона вам треба?
Прво, проверавамо табелу тонаже преса, када је С=3мм Л=1м В=24мм П=250КН.
Дакле, ако је Л=3м, укупна тонажа је 250КНк3м=750КН=75Т.
Затим покушавамо са Формулом, =73Тон. Резултат је сличан вредности коју добијамо из графикона. Ако је плоча од нерђајућег челика, укупна тонажа је 75 тона к2 = 150 тона.
Под претпоставком да је најдебљи материјал 1/4 инча, 10 стопа слободног савијања захтева 165 тона, а савијање са дном (исправљено савијање) захтева најмање 600 тона. Ако је већина делова 5 стопа или краћа, тонажа је скоро преполовљена, што у великој мери смањује трошкове куповине. Дужина дела је веома важна за одређивање спецификација нове машине за пресовање.
Зхонгруи је 10 најбољих произвођача кочница за пресовање у Кини, који пружа професионално знање о машинама за савијање кочница и висококвалитетну машину за кочнице за продају. Ако имате било какве потребе, контактирајте нас одмах!
Повезани производи
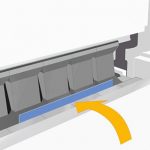
 ВИЛА ефикасно решење за савијање средњих и дебелих плоча
ВИЛА ефикасно решење за савијање средњих и дебелих плоча- Кантонски сајам
- Како израчунати дозвољено савијање за вашу пресу кочницу
- Шта је крунисање кочнице
- Користите вештине ЦНЦ машине за савијање
- Принцип рада и састав ЦНЦ машине за савијање кочнице
- Како одабрати одговарајућу матрицу машине за савијање кочница
- Конвенционални редослед савијања и спецификација за свакодневну употребу калупа за савијање
- Зашто додати систем компензације у машину за савијање кочница за пресовање
- Прорачун силе савијања при слободном савијању машине за савијање лима