Последњих година, машине за савијање металних кочница се широко користе у различитим индустријама, а опсег обраде машина за савијање се шири. Међутим, није било систематске расправе о прорачуну силе савијања. Тренутно постоје отприлике две врсте формула за израчунавање силе савијања које се препоручују у приручницима различитих произвођача машина за савијање кочница.
![]()
П - сила савијања, КН;
С - дебљина лима, мм;
л - дужина савијања листа, м;
В - ширина доњег отвора матрице, мм;
σб - Затезна чврстоћа материјала, МПа.
Табела параметара силе савијања коју препоручује произвођач такође се израчунава према горњој формули.
Процес извођења и обим примене формуле за прорачун силе савијања
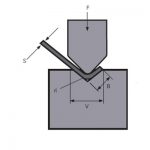
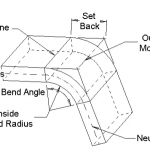
Слика 1 је шематски дијаграм рада током савијања лимова. У наставку је описан процес извођења формуле за прорачун силе савијања и два додатна параметарска услова. Прво, такве препоруке постоје у упутству за производ. Код слободног савијања, одабрана доња ширина отвора матрице В је 8 до 10 пута већа од дебљине лима С. Овде узимамо однос ширине и висине.

Слика 1 Шематски дијаграм савијања
П - сила савијања
С - дебљина лима
В - доња ширина отвора матрице
р - унутрашњи радијус када је лист савијен
К - ширина хоризонталне пројекције зоне деформације савијања![]() =9
=9
Друго, произвођач наводи одговарајуће вредности ширине матрице В и унутрашњег пречника р радног предмета за савијање у табели параметара силе савијања. Генерално р=(0,16~0,17)В. Овде је однос пречника и ширине ![]() =0.16.
=0.16.
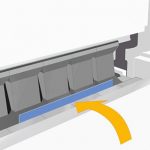
Током процеса савијања лима, материјал у зони деформације је у високопластичном деформационом стању и савијен је под углом око средишње линије. На спољној површини зоне савијања у неким случајевима се могу појавити микро-пукотине. На попречном пресеку зоне деформације, осим у близини централног слоја, напони у осталим тачкама су блиски затезној чврстоћи материјала. Горњи део неутралног слоја је компримован, а доњи део је затегнут. На слици 2 приказан је попречни пресек и одговарајући дијаграм напона у зони деформације.

Слика 2 Дијаграм напона
С - дебљина лима
л - дужина савијања листа
Момент савијања на попречном пресеку зоне деформације је:

Момент савијања који ствара сила савијања машине у зони деформације је (види слику 1):
![]()
Од![]()
![]()
Када се користе калупи опште намене за слободно савијање на машини за савијање, већина лима је савијена под углом од 90°. Као што је приказано на слици 3. К је:
![]()
Заменивши К у једначину (1), добијамо:

Затезна чврстоћа обичних материјала σб=450Н/мм2, замењујући формулу (2) у:
![]()
Из процеса извођења може се видети да када се користи једначина (2) или једначина (3) за израчунавање силе савијања, две додатне
услови параметара који су горе поменути морају бити испуњени. То јест, однос страница![]() =9, однос пречника и ширине
=9, однос пречника и ширине![]() =0,16, иначе ће изазвати велику грешку.
=0,16, иначе ће изазвати велику грешку.

Слика 3 Слободно савијање
С - дебљина лима
р - унутрашњи радијус када је лист савијен
К - ширина хоризонталне пројекције зоне деформације савијања
Нове методе и кораци за прорачун силе савијања
Због захтева дизајна или процеса, понекад је тешко испунити горња два додатна захтева у исто време. У овом тренутку, препоручена формула за прорачун не би требало да се користи за израчунавање силе савијања, већ треба да се изврши у складу са следећим корацима.
(1) Према дебљини плоче С, радијусу савијања р и доњем отвору матрице В, израчунавају се однос ширине према дебљини и пречника према ширини.
(2) Израчунати ширину пројекције зоне деформације према деформацији лима.
(3) Примените формулу (1) да бисте израчунали силу савијања.
У процесу прорачуна узета је у обзир разлика полупречника савијања и промена одговарајуће зоне деформације. Сила савијања израчуната на основу овога је тачнија и поузданија од резултата израчунатог по уобичајено препорученој формули. Сада дајте пример за илустрацију, као што је приказано на слици 4.

Слика 4 Нова метода прорачуна
Познато: Дебљина лима С=6мм, дужина лима л=4м, полупречник савијања р=16мм, доња ширина отвора матрице В=50мм и затезна чврстоћа материјала σб=450Н/мм2. Пронађите силу савијања потребну за слободно савијање.
Прво, пронађите однос ширина и ширина и пречник-ширину:
![]()
Друго, израчунајте ширину пројекције зоне деформације:

На крају, користите једначину (1) да бисте пронашли силу савијања:
![]()
Ако се за израчунавање силе савијања користи уобичајена препоручена формула:
![]()
Од ![]() = 1,5, може се видети да је разлика између њих 1,5 пута. Разлог за ову грешку је што је радијус савијања у овом примеру релативно велики, а одговарајућа површина деформације је повећана, па је потребна већа сила савијања током савијања. У овом примеру, однос пречника и ширине = 0,32, што је премашило додатне услове параметара који су уведени изнад. Очигледно је неприкладно користити уобичајено препоручену формулу за израчунавање силе савијања. Предности нове методе прорачуна можете видети из овог примера.
= 1,5, може се видети да је разлика између њих 1,5 пута. Разлог за ову грешку је што је радијус савијања у овом примеру релативно велики, а одговарајућа површина деформације је повећана, па је потребна већа сила савијања током савијања. У овом примеру, однос пречника и ширине = 0,32, што је премашило додатне услове параметара који су уведени изнад. Очигледно је неприкладно користити уобичајено препоручену формулу за израчунавање силе савијања. Предности нове методе прорачуна можете видети из овог примера.
Закључак
Кораци и формуле за израчунавање силе савијања који су овде уведени нису применљиви само на угаоно савијање лимова, већ су применљиви и на лучно савијање (строго говорећи, треба га назвати угаоним савијањем са изузетно великим радијусом савијања). Треба истаћи да је облик калупа посебан када се лим савија у лучни облик. Приликом прорачуна пројекције зоне деформације она се мора израчунати према технолошким параметрима постављеним у технолошком процесу, који се не могу изразити једноставном формулом.
Приликом пројектовања калупа у облику лука, користећи методу уведену у овом чланку за израчунавање силе савијања, могу се добити задовољавајући резултати.
Повезани производи
 Како одабрати одговарајућу матрицу машине за савијање кочница
Како одабрати одговарајућу матрицу машине за савијање кочница- Како одабрати тонажу хидрауличне машине за кочнице
- Зашто додати систем компензације у машину за савијање кочница за пресовање
- ВИЛА ефикасно решење за савијање средњих и дебелих плоча
- Користите вештине ЦНЦ машине за савијање
- Предности оптичких ласера за његову будућу пропусност у водећим индустријама
- Конвенционални редослед савијања и спецификација за свакодневну употребу калупа за савијање
- Кантонски сајам
- Шта је крунисање кочнице
- Како израчунати дозвољено савијање за вашу пресу кочницу