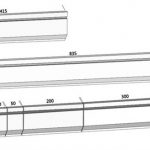
Средње и дебеле плоче се широко користе у различитим областима као делови за напрезање, као што су булдожери, багери, утоваривачи, железничка путничка кола и друге грађевинске машине и локомотиве. Средње и тешке плоче се обично односе на металне плоче дебљине између 4,5 и 25 мм. Методе формирања средњих и тешких плоча углавном укључују: савијање са кочницом за пресовање, обликовање машина за ваљање и обликовање са пресовањем. Савијање (преклапање) је широко коришћена и обилна метода формирања линије производа за средње и дебеле плоче.
Потешкоће савијања плоча су дуги радни предмети, висок притисак, тешко обликовање, ниска ефикасност и тешко контролисана прецизност. Коначни резултат савијања је свеобухватан одраз параметара материјала, параметара процеса и параметара калупа. Разуман дизајн ових параметара је кључ за побољшање перформанси савијања средњих и дебелих плоча.

Тонажа прес кочнице (машина за савијање кочница)
Први проблем са којим се суочава савијање средњих и дебелих плоча је избор тонаже машине за савијање кочнице за пресовање и да ли носивост уређаја и калупа задовољавају захтеве.
Силу Ф примењује машина за савијање кочнице за пресовање да би покренула међусобно кретање између горњег и доњег калупа, чиме се савија плоча. За савијање плоча од угљеничног челика од 90°, ВИЛА даје емпиријску вредност напрезања плоче, као што је приказано у табели 1. Када је дебљина угљеничног челика 20 мм, може се изабрати доња матрица са В=160 мм. У овом тренутку, сила оптерећења машине за савијање је 150т/м.
Ф=сила по јединици дужине (т/м);
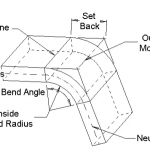
С= дебљина материјала (мм);
ри= радијус савијања унутрашњег угла (мм);
В= доња величина отвора матрице (мм);
Б= најкраћа ивица прирубнице (мм) );
алуминијум: Ф×50%;
легура алуминијума: Ф×100%;
нерђајући челик: Ф×150%;
штанцање и савијање: Ф×(3~5)

Тешка хидраулична стезаљка
Методе носивости ВИЛА горњих хидрауличних стезаљки за тешке услове рада укључују оптерећење на врху и на рамену, а максимално оптерећење је 250т/м односно 800т/м. Површина која носи силу прихвата ЦНЦ технологију дубоког каљења. Роцквелл тврдоћа је 56 ~ 60ХРЦ, а дубина очвршћавања је до 4 мм, што има високу тврдоћу и јаку отпорност на хабање. Хидраулична стезаљка користи хидрауличко брзо стезање, а проширење хидрауличног црева покреће кретање стезне игле тако да се калуп аутоматски поставља и линија савијања се аутоматски центрира. За калуп за савијање укупне дужине од 6 метара, потребно је само око 5 секунди да се хидраулично стезање у потпуности стегне, а ефикасност свеобухватне употребе је 3 ~ 6 пута већа од оне код обичног система ручног стезања.

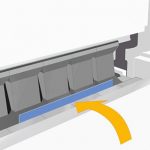
Радни сто за компензацију тешке машинерије
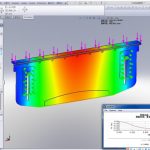
За савијање средњих и дебелих плоча, ВИЛА-ина нова верзија механичког компензационог стола за тешке услове не само да може лако да испуни захтеве оптерећења, већ и да компензује скретање и деформацију машине за савијање. Радни сто за механичку компензацију прихвата хидраулично стезање, тачност површине може да достигне ±0,01 мм, тврдоћа каменог бунара је 56 ~ 60ХРЦ, а дубина очвршћавања је до 4 мм. Радни сто за механичку компензацију усваја универзални УПБ инсталациони интерфејс ВИЛА, који се лако инсталира и има већу прецизност. Такође има сопствена подешавања Тк и Ти правца, која могу да осигурају да радни сто и задњи мерач остану паралелни у предњем и задњем смеру, и може да изврши локалну корекцију угаоног одступања.

Тешка матрица/алат за савијање
Због дебљине плоче, доњи калуп са већом величином отвора (В24~В300) и калуп веће носивости се углавном бирају за савијање средњих и дебелих плоча. Укупне димензије калупа су углавном велике, а тежина калупа је премашила нормални капацитет руковања оператера. Уз помоћ котрљајних лежајева, ВИЛА-ина патентирана технологија Е2М (Еаси то Мове) омогућава оператерима да померају тешке калупе за савијање на погодан, безбедно и брз начин, значајно штедећи време замене калупа и прилагођавања машине.
Могу се обезбедити калупи за савијање различитих облика ножева и доњих отвора за калупе који задовољавају потребе купаца, као што су равни ножеви, маказе са гушчјим вратом, калупи за филете и мулти-В калупи. Прецизним брушењем кључних делова, тачност димензија калупа је чак ±0,01 мм. Кроз обраду ЦНЦ технологије дубоког каљења и каљења, тврдоћа калупа може досећи 56 ~ 60ХРЦ, а дубина очврслог слоја може досећи 4 мм.

За савијање средњих и дебелих плоча са различитим дебљинама плоча, ВИЛА такође нуди Мулти-В калупе, који су доступни у два облика: аутоматски подесиви В порт и ручно подесиви В порт, као што је приказано на слици 6. Преко нумеричког контролног мотора или блок за подешавање, величина В отвора доњег калупа може се подесити произвољно према карактеристикама плоче, што је посебно погодно за савијање средњих и дебелих плоча са високим одскоком и високом чврстоћом. Истовремено, Мулти-В калуп долази са каљеним ваљцима са ниским коефицијентом трења, што може у великој мери смањити спољне наборе делова за савијање, а истовремено може смањити савијање за 10% ~ 30% у поређењу са традиционални доњи калуп.

Повезани производи
 Како одабрати тонажу хидрауличне машине за кочнице
Како одабрати тонажу хидрауличне машине за кочнице- Користите вештине ЦНЦ машине за савијање
- Принцип рада и састав ЦНЦ машине за савијање кочнице
- Како одабрати одговарајућу матрицу машине за савијање кочница
- Конвенционални редослед савијања и спецификација за свакодневну употребу калупа за савијање
- Зашто додати систем компензације у машину за савијање кочница за пресовање
- Како израчунати дозвољено савијање за вашу пресу кочницу
- Кина калуп за машину за савијање кочница
- Од чега се праве кочнице за пресовање? Шта је алат за пресовање?
- Предности и недостаци машине за пресовање