Предност ЦНЦ хидрауличне машине за кочнице

1. Лако руковање
ЦНЦ прес кочница је веома лака за руковање и мање је радно интензивна машина. Оператер стога може да рукује са више машина истовремено. Овим машинама се једноставно може управљати додиром, осећајем и звуком руковаоца. Осим тога, веома су лаки за коришћење и имају веома моћан контролни систем.
2. Флексибилно програмирање
Флексибилно програмирање ЦНЦ прес кочнице омогућава оператеру да контролише машину на једноставном енглеском или било ком другом одговарајућем језику.

Различите врсте операција које се могу извршити су такође доступне као опције у менију. Када се одабере потребна операција, на екрану се појављује још једна листа питања која се тичу времена циклуса, материјала, притисака и других елемената у вези са производним процесом. А након што оператер унесе одговоре у машину, вредности се приказују на екрану за потврду пре него што започне одговарајући задатак.
3. Модеран дизајн
ЦНЦ прес кочница има модеран дизајн који омогућава оператеру да лако уреди редослед савијања. Такође помаже оператеру да брзо произведе потребан производ. Штавише, оператер више не мора да процењује потребну количину притиска да би направио одређени степен савијања. Чак и други фактори као што су дужина прирубнице, врста материјала, количина дебљине и степен савијања могу се директно унети у ЦНЦ контролну јединицу. Део који се производи такође може да се погледа у 2Д или 3Д верзији. Осим тога, након што се први део програмира на машини или преко офлајн рачунара, мање вешт оператер може лако да произведе и наредне делове.

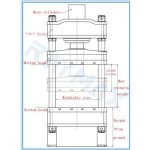
4. На „Ц“ плочама са обе стране су постављене две линеарне ваге.
Фиксирамо га на радни сто да елиминишемо ефекат отклона током рада. Линеарна скала ће прегледати обе крајње позиције рам (И1, И2) и послати сигнал. Након појачања ЦНЦ појачалом, сигнал ће бити враћен на рачунар. Тада ће рачунар контролисати количину уља које ће ући у цилиндре. Дакле, паралелизам цилиндра и радног стола могао би се контролисати испод ±0,01 мм.
5. Свестраност: Савијте било коју дебљину и врсту материјала (унутар физичких граница кочница), укључујући сложене делове попут електронске шасије/држача.
6. ДЕЛЕМ систем има функције аутоматског тестирања и самодијагнозе. Такође, програмирање укључује величине плоче за савијање, димензије радног комада и избор алата. Тада би ЦНЦ систем могао аутоматски израчунати силу савијања и положај задњег мерача и цилиндра. Такође се може израчунати временски релеј пенетрације и притиска. Електро-хидраулични пропорционални вентил одличног квалитета може да обезбеди синхронизацију оба цилиндра као и добар капацитет да се носи са ексцентричним оптерећењем.

7. Задњи мерач усваја куглични вијак за котрљање и водич за котрљање, тако да прецизност понављања позиционирања Кс осе може да достигне ±0,1 мм. Пуна машина је са заштитним штитником и блокадом за заштиту оператера од повреда.
8. Главни клизни делови као што су цилиндри, клипњача, водилица, сви су са третманом отпорности на хабање.
9. ЦНЦ систем ће контролисати ход ЦНЦ хидрауличне кочнице машине за пресовање и задњег мерача све са добром прецизношћу.
Недостатак ЦНЦ хидрауличне машине за кочнице
1. Руковање материјалом: Потешкоће у руковању великим листовима материјала
2. Алат: Потребан је доњи и горњи алат
3. Дужина прирубнице мора да се протеже преко матрице током целе операције савијања, ограничавајући величину прирубнице
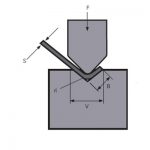
4. Повратак опруге: На крају савијања долази до повратка опруге због опоравка еластичне деформације, као што је приказано на слици 1. Феномен одскока директно утиче на тачност димензија радног комада и мора се контролисати. Процесне мере предузете у том погледу су: ① Метода компензације угла. Ако је радни предмет угао савијања од 90 °, машина за савијање испод прореза (у облику слова В) угао отварања може се изабрати 78 °.

Слика 1
Време притиска се повећава методом корекције. Извршите корекцију притиска на крају савијања да бисте продужили време контакта горње матрице, радног предмета и доњег жлеба машине за савијање како бисте повећали степен пластичне деформације на увојцима доњег жлеба, тако да се влакна одскоче. у зони затезања и компресије су супротстављене једна другој, чиме се смањује повратна бомба.
Повезани производи
 Принцип рада и састав ЦНЦ машине за савијање кочнице
Принцип рада и састав ЦНЦ машине за савијање кочнице- ВИЛА ефикасно решење за савијање средњих и дебелих плоча
- Како одабрати тонажу хидрауличне машине за кочнице
- 10 најбољих кинеских произвођача струјних преса
- Како одабрати одговарајућу ЦНЦ хидрауличну машину за кочнице
- 4 корака за упознавање Е21 систем ЦНЦ савијача лима
- Шта је крунисање кочнице
- Како руковати машином за гиљотину
- Одржавање хидрауличне машине за пресовање
- Правила безбедног рада хидрауличне машине за преса